2024.09.09【G.column】奈良の大仏とめっき
東大寺の有名な大仏 盧舎那仏像は、完成当初は黄金色に輝いていたそうです。
この輝きはめっき加工によるもので、物質の表面を、金属の皮膜で覆う技術が用いられています。
奈良時代では、一体どのような方法でめっきを施していたのでしょうか?
■そもそも「めっき」って?
めっきとは、金属または非金属製品の表面に金属の薄い皮膜を被せる技術のことです。
多彩な金属質感を表現することができます。下記3種が一般的です。
●機能めっき
摩擦緩和、寸法調整、表面硬化
●装飾めっき
表面を美しく仕上げ、錆止めを兼ねる
●防食めっき
錆止め変色防止塗装の下地用
■大仏とめっき
国家の一大プロジェクトとして始まったこの大仏像建立。
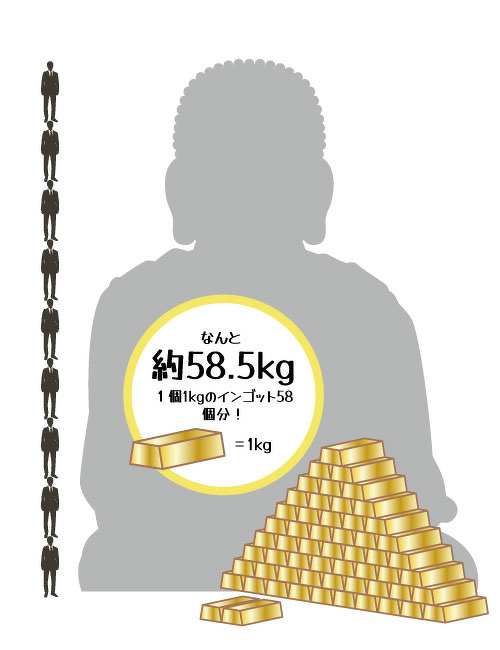
大仏は、身長160cmの人間が、約9人分の大きさです。
像高 14.98m
台座を入れると18.03m
台座のみ 3.05m
顔の幅 約3.2m
手のひらの長さ 約1.48m
日本中から木材や銅、そして金などが集められました。
この時使われた金の総量、一説では約58.5kgと言われています。
■昔のめっき方法
大仏さまは、アマルガム法という手法でめっきが施されています。
「アマルガム」という水銀と他の金属を混ぜた合金を表面に塗り、火で炙って水銀を蒸発させ、金属を付着させる方法です。
大仏さまには金を混ぜた「金アマルガム」が用いられました。水銀と金を混ぜると、一時的に金色でなくなるので「滅金」=めっきと呼ばれるようになったそうです。
水銀が人体に有害なため、現在この方法は使用されていません。
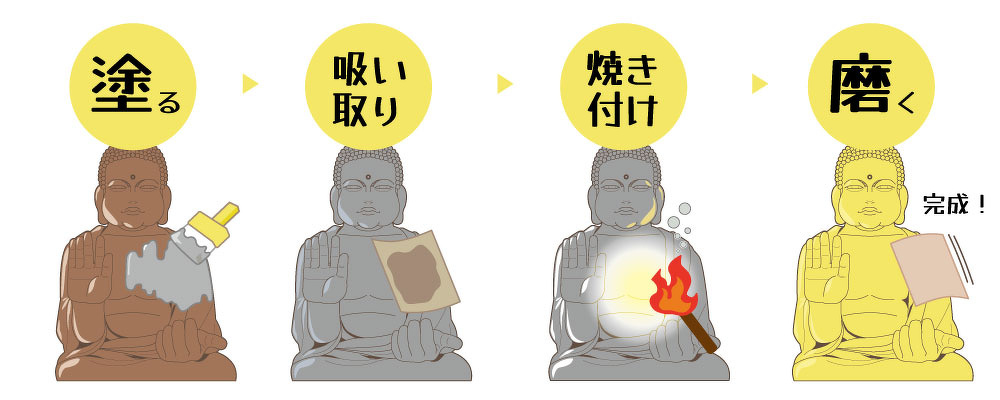
まず、めっき対象にアマルガムを塗り、余分なアマルガムを吸って取り除きます。
火であぶり、水銀を蒸発させると金色が出てきます。柔らかい布で磨いてツヤを出すと完成です。
大仏さまのめっき加工は、完成まで約5年かかったそうです。
■現代のめっき方法
現在では「電解めっき」という手法が多く用いられています。
電解めっきとは、電解液にめっき金属とめっき処理品を入れ、電気のちからで金属を電解し、処理品へ付着させる方法です。下の図は、電解めっきの簡単なイメージです。
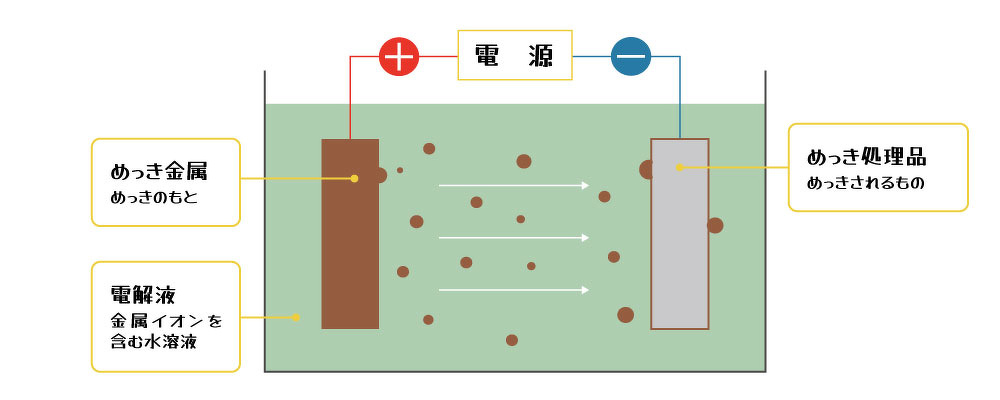
①めっき金属を陽極(+)、めっき処理品を陰極(-)につなぎ、電気を流します。
②陽極(+)側ではめっき金属が電解液中に熔け出す酸化反応が生じ、電解液を通して陰極(-)側では還元化がおこり、めっき処理品に付着します。
めっきにも、めっき金属(めっきのもと)の特徴に応じて、いくつか種類があります。
それらが使われているジョー・プリンスの製品と共に見ていきましょう。
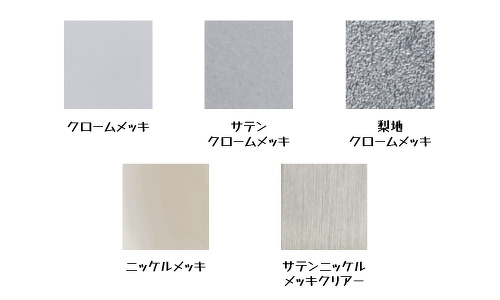
■クロームメッキ系
■ニッケルメッキ系
■亜鉛メッキ系



特徴
・外観が美しく大気中では変色しにくい。
・耐食性、耐摩耗性に優れ、硬度が高い。やや銀白色の仕上がり。
・装飾品や自動車外部部品によく使用される。
特徴
・耐食性、耐熱性、導電性に優れる。
・クロムよりめっきがしやすい。
・クロムメッキと比較して、やや赤みがかった仕上がり。
・医療や精密機械の製品によく使用される。
特徴
・犠牲防食作用がある。
・腐食防止のために、基本的に※クロメート処理を施す。クロメート処理後の亜鉛メッキはクロメートの色調になる。
・低価格で仕上げることができる。

【クロームメッキ】防水ハンドル/PCH-19

【ニッケルメッキ】鉄セミパッチン/PP-15S

【亜鉛メッキ有色クロメート処理】鉄クロメート裏蝶番 35〜45mm用/B-160

【梨地クロームメッキ】丸型平面ハンドル/PH-271

【ゴールドメッキ+ニッケルメッキ】強力マグネットキャッチ/L-33F

【亜鉛メッキクロメート処理】鉄座付取手/H-151
※クロメート処理とは?※
クロメート処理液(三価クロメート、六価クロメート)に漬けることで、耐食性を向上させたり色味を調整したりする工程です。
●三価:六価に比べ耐食性は劣るが、RoHS指令対象の六価クロムを含まない。
●六価:三価に比べ耐食性に優れるが、RoHS指令対象の六価クロムを含む。
ユニクロメート、有色クロメート、黒色クロメート、など様々な種類があります。
